سیستم هیدرولیک تجهیزات آسیاب نورد داغ 10 T / H
اساس طراحی
1 مشخصات مواد اولیه: 120 × 120 × 2000 میلی متر
مشخصات 2 محصول نهایی: Φ8 ~ Φ20mm نوار تغییر شکل داغ ،
برش به طول 12 متر
3 ساعت خروجی: 10t / h
نوع نورد و پیکربندی آسیاب نورد
1 نوع طرح آسیاب نورد نیمه پیوسته را تصویب می کند.
2 برای چرخاندن دقیقه بخش Φ10mm نوار تغییر شکل بر اساس 75 75mm
بیلت ، گذر از نورد 15 عدد است.
3 برای کاهش تدریجی گذرگاه ، نوع "یک سرویس سرویس" را اتخاذ کنید.
4 در کل خط تولید 11 غرفه آسیاب نورد وجود دارد ،
از جمله آسیاب نورد خشن Φ400، ، آسیاب نورد متوسط 6 Φ Φ300
و آسیاب نورد تمام 2 Φ Φ300.
درایو آسیاب 5: درایو آسیاب نورد Φ400 × 1 موتور AC است. Φ300 6
آسیاب نورد میانی "یک موتور AC شش است".
پایان کارخانه نورد "یک درایو DC دو" است
Φ300 × 2 × 2
6 بالاترین سرعت چرخش محصولات نهایی غلتک Φ10mm است
نوار تغییر شکل 8m / s است.
مشخصات تجهیزات
1. پایه غلتک نوع پیش فشار داده شده را تصویب می کند. این نوع زیاد است
سختی و غلتک آسان برای تغییر.
2. رانندگی آسیاب نورد دارای کاهنده و دوبلکس است
گیربکس متحد کاهش دو درجه. این نوع مزیت زیر را دارد:
وزن کم ، حجم کم ، اشغال فضای اقتصادی ، کم هزینه و غیره
مواد دنده ای شافت: 42CrMo جعلی ، مواد چرخ دنده چرخ ZG35CrMo ،
جعبه از قطعات ساختاری است.
3. تختخواب خنک کننده وارد پنچر پنوماتیک از جدول غلتکی
نوع ورودی ، که دارای مزیت تجهیزات سبک ، ساده ، کم است
هزینه و نگهداری آسان در مقایسه با ورودی نوع صفحه پیش بند
دستگاه
4- قطعه برشی پرنده و چند منظوره پرواز
فرکانس کلاچ پنوماتیک سرعت ، نوع چرخشی را کنترل می کند. این نوع از
برش پرواز دارای مزیت موتور کم قدرت ، الکتریکی ساده است
کنترل و سرمایه گذاری کم در مقایسه با برش پرواز آغازین.
5. بسته بندی نوع ترکیبی پنوماتیک مکانیکی را تصویب می کند
دستگاه اتوماتیک ، و مواد برای بسته بندی میله سیم F6.5mm است.
نورد تک رشته ای (نوار تغییر شکل)

لیست جزئیات تجهیزات پردازش
| قسمت مکانیکی | |
| 1 | پشتیبانی ثابت برج / دست و پنجه نرم / اتومبیل متحرک (تعیین شده توسط مشتریان) |
| 2 | تونش |
| 3 | ماشین تندیس |
| 4 | قالب |
| 5 | دستگاه لرزش قالب |
| 6 | دستگاه درایو لرزش |
| 7 | محافظت از پوشش دستگاه لرزش |
| 8 | قاب اسپری خنک کننده های ثانویه |
| 9 | لوله پاشش خنک کننده های ثانویه |
| 10 | نازل اسپری برای آب خنک کننده ثانویه |
| 11 | دستگاه غلتک پشتیبانی برای خنک کننده ثانویه و سوم |
| 12 | دستگاه صاف کننده برداشت |
| 13 | دستگاه انتقال دستگاه صاف کننده برداشت |
| 14 | مفصل جهانی |
| 15 | نوار ساختگی سفت و سخت |
| 16 | دستگاه ذخیره سازی نوار ساختگی |
| 17 | غلتک راهنمای دستگاه ذخیره سازی نوار ساختگی |
| 18 | جدول غلتک تحویل بیل |
| 19 | فشار گیرنده هیدرولیک |
| 20 | بستر جمع آوری بیل |
| 21 | دستگاه برش شعله / برش هیدرولیک (تعیین شده توسط مشتریان) |
| سیستم کنترل الکتریکی | |
| 23 | سیستم کنترل لرزش قالب |
| 24 | سیستم کنترل دستگاه صاف کن برداشت |
| 25 | سیستم کنترل مؤثر برای نوار آدمک |
| 28 | سیستم کنترل جدول غلتک تحویل بیل |
| 29 | سیستم کنترل برای billet out |
| 30 | سیستم کنترل ایستگاه هیدرولیک مرکزی |
| اسکلت فلزی | |
| 31 | سکوی ریخته گری اصلی |
| 32 | سکوی ریخته گری |
| 33 | بستر ذخیره سازی نوار ساختگی |
| سیستم کمکی | |
| 34 | سیستم هیدرولیک |
| 35 | دستگاه تخلیه برای بخارهای خنک کننده ثانویه |
| 36 | سیستم کنترل آب خنک کننده ثانویه |
| 37 | جعبه عملیات معلق برای قطعه صحیح انصراف |
| 38 | پیکربندی ویژه مطابق با نیاز مشتری ارائه می شود |
شرکت ما در زمینه طراحی و تولید کل خط تولید آسیاب نورد گرم و دستگاه ریخته گری مداوم بسیار حرفه ای است. هدف ما این است که محصولات با کیفیت بالا و قیمت رقابتی را ارائه دهیم. از نوع قدم به قدم است.
تخت خنک کننده قدم به قدم فقط یک کیت تخت خنک کننده ما است. نوع تخت خنک کننده ما: تختخواب قدم به قدم ، نوع رفت و برگشتی. تختخواب گرم درجه یک؛ تخت خنک کننده نوسان و غیره.
تجهیزات کنترل الکتریکی
خط تولید خروجی سالانه 100،000 تن نوار نورد تغییر شکل داغ
1.Outline روند:
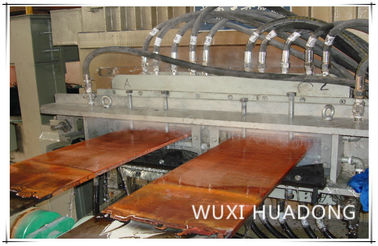
چکیده فرآیند
بیل داغ مستقیماً توسط جدول غلتکی شارژ داغ از طریق القایی به مکانیزم نورد گرم ارسال می شود بخاری . خط شارژ داغ از آن دسته از سردخانه است که برای شارژ جدول غلتک توسط جرثقیل برداشته شده و به انتهای کوره گرمایش ارسال می شود. سپس با فشار دادن فشار به داخل کوره گرمایش و پس از رسیدن دما به 1150 ~ 1250 ℃ ، با دستگاه بیل از بیرون کوره گرم شده را از کوره بیرون بریزید. آن را وارد آسیاب نورد غلتک برگشت پذیر دو غلتک Φ 480 × 1 × 2 از طریق کوره از میز غلتکی و جدول غلتکی قبل از ماشین و برای 6passes می چرخند. پس از بریدن قطعات نامنظم در سر ، برای ریخته گری مداوم وارد آسیاب نورد واسطه ای Φ 380 × 2 3 می شود. یک تکرارکننده را در میان گروههای آسیاب نورد میانی F 380 Set قرار دهید ، خط نورد را به سمت خلیج بعدی تغییر دهید.
محصولات حاصل از آسیاب نورد 2 × 3 ter Φ380 برای غلتک مداوم پس از برش قطعات نامنظم توسط برش 2 # پایان محصول ، وارد گروههای آسیاب نورد نهایی از Φ300 × 1 × 6 for برای نورد مداوم می شوند. به منظور بهبود کیفیت محصولات و تنظیم آسان آن ، مجموعه ای از حلقه عمودی در بین آسیاب نورد پایان Φ300 قرار دارد.
محصولات نهایی از آسیاب نورد fin ish برشی با طول چند برش پرواز ، و از طریق جدول غلتکی سرعتی و تخت خنک کننده که وارد جدول غلتک شده است وارد دستگاه خنک کننده شوید و توسط تخت خنک کننده توسط دستگاه خنک کننده یا خنک کننده وارد تخت خنک کننده شوید. محصولات خنک کننده پس از انتقال میز خنک کننده خروجی تختخواب از دستگاه خنک کننده تختخواب خنک کننده و ارسال شده به محصولات نهایی برش پرواز برش به طول ، برای برش به طول .
شرکت کوره Wuxi شرق چین ، با مسئولیت محدود
شماره 3 پارک صنعتی باشی فورونگ ، منطقه Xishan ، شهر Wuxi ، استان جیانگ سو ، چین
تلفن: +86 510 83788308
فکس: +86 510 83786308
موب: +86 139 2112 5611
ویکت: 86 139 2112 5611
واتساپ: 86 139 2112 5611
joey@wxhddl.cn / joe.777@outlook.com
www.continuouscasting-machine.com / www.wxhddl.cn