120x2000 تک رشته ماشین ریخته گری اسلب مداوم 1.5 متر / دقیقه سرعت ریخته گری
روند:
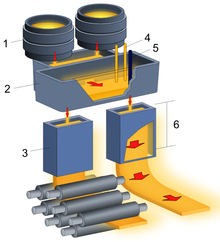
فلز مذاب از کوره ها به داخل ملاقه می شود. بعد از انجام هرگونه درمان ملاقات ، مانند آلیاژ و جدا کردن گاز و رسیدن به دمای مناسب ، ملاقه به بالای دستگاه ریخته گری منتقل می شود. معمولاً ملاقه در دستگاه چرخش در یک برجک دوار می نشیند. یکی از ملاقات ها در حالت "ریخته گری" (تغذیه دستگاه ریخته گری) قرار دارد و دیگری در حالت "خاموش" آماده می شود و هنگامی که اولین ملاقه خالی باشد به حالت ریخته گری تغییر می یابد.
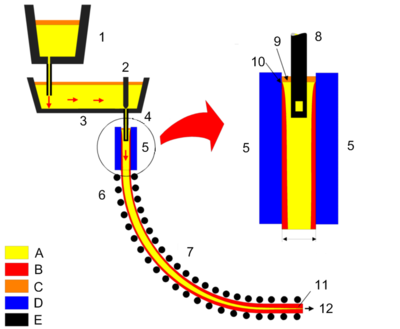
از داخل ملاقه ، فلز گرم از طریق کفپوش نسوز (لوله) به یک حمام نگهدارنده به نام تندیشی منتقل می شود . تاندیش به یک مخزن فلزی اجازه می دهد تا دستگاه ریخته گری را هنگام جابجایی ملحفه ها تغذیه کند ، بنابراین به عنوان یک بافر فلز داغ عمل می کند ، و همچنین نرم کردن جریان ، تنظیم جریان خوراک فلز به قالب ها و تمیز کردن فلز (مشاهده زیر).
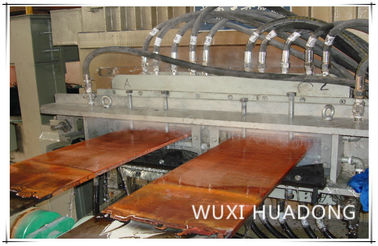
این فلز از طریق تختخواب دیگر به قسمت بالای قالب مس با پایه باز تخلیه می شود. عمق قالب بسته به سرعت ریخته گری و اندازه قطعه ، می تواند از 0.5 تا 2 متر (20 تا 79 اینچ) باشد. قالب با آب خنک می شود تا فلز داغ را که مستقیماً با آن در تماس است ، جامد کند. این فرایند خنک کننده اولیه است. همچنین برای جلوگیری از چسبیدن فلز به دیواره های قالب ، به صورت عمودی (یا در یک مسیر منحنی نزدیک عمودی) نوسان می کند. یک روان کننده نیز می تواند برای جلوگیری از چسباندن به فلز موجود در قالب اضافه کرده و ذرات سرباره - از جمله ذرات اکسید یا مقیاس - که ممکن است در فلز وجود داشته باشد را به دام بیندازد و آنها را به بالای استخر برساند تا یک لایه شناور تشکیل دهد. سرباره غالباً کفن طوری تنظیم می شود که فلز داغ آن را از زیر سطح لایه سرباره در قالب خارج کند و به این ترتیب به آن نازل ورودی غوطه ور (SEN) گفته می شود. در بعضی موارد ، ممکن است از کفپوش بین تندی و قالب استفاده نشود. در این حالت ، نازل های اندازه گیری قابل تعویض در پایه تندی ، فلز را به قالبها هدایت می کنند. برخی از طرح های ریخته گری مداوم ، چندین قالب را از همان تندیس تغذیه می کنند.
در قالب ، یک پوسته نازک از فلز در کنار دیواره های قالب قبل از بخش میانی جامد می شود که اکنون به آن رشته گفته می شود ، پایه قالب را درون یک محفظه پاشش بیرون می کشد. بخش عمده ای از فلز درون دیواره های رشته هنوز هم ذوب شده است. این رشته بلافاصله توسط غلطکهایی با آب خنک شده که از فاصله نزدیک فاصله دارند ، پشتیبانی می کنند که دیواره های رشته را در برابر فشار فروسستی (مقایسه فشار هیدرواستاتیک ) مایع هنوز جامد درون رشته پشتیبانی می کنند. برای افزایش سرعت استحکام ، با عبور از محفظه پاشش ، رشته با مقدار زیادی آب اسپری می شود. این فرایند خنک کننده ثانویه است. انجماد نهایی رشته ممکن است بعد از خروج رشته از محفظه پاشش صورت گیرد.
اینجاست که ممکن است طراحی ماشینهای ریخته گری مداوم متفاوت باشد. این دستگاه ریخته گری "پیش بند خمیده" را توصیف می کند. تنظیمات عمودی نیز استفاده می شود. در دستگاه ریخته گری پیش بند خمیده ، رشته از قالب به صورت عمودی (یا در مسیری منحنی نزدیک عمودی) خارج می شود و با عبور از محفظه پاشش ، غلطک ها بتدریج رشته را به سمت افقی می چرخانند. در دستگاه ریخته گری عمودی ، رشته از حالت عبور به داخل محفظه پاشش عمودی می ماند. قالب های موجود در دستگاه ریخته گری پیش بند خمیده بسته به طراحی اولیه دستگاه ، می توانند مستقیم یا منحنی باشند.
در دستگاه ریخته گری افقی واقعی ، محور قالب افقی است و جریان فولاد از مایع به پوسته نازک تا جامد (بدون خم شدن) افقی است. در این نوع دستگاه ، یا از نوسان رشته یا قالب برای جلوگیری از چسباندن قالب استفاده می شود.
پس از خارج شدن از محفظه پاشش ، رشته از رول های صاف كننده عبور می كند (اگر روی دستگاه غیر عمودی ریخته شود) و رول های برداشت آن را می گذارند. ممکن است یک ایستاده نورد گرم پس از برداشت وجود داشته باشد تا از شرایط گرم این فلز استفاده کند تا رشته نهایی را از قبل شکل دهد. سرانجام ، این رشته توسط برشهای مکانیکی یا با مشعلهای مسافرتی اکسیاستیلن به طول از پیش تعیین شده برش داده می شود ، برای شناسایی مشخص می شود و یا به یک انبار یا فرایند شکل گیری بعدی منتقل می شود.
در بسیاری موارد ، رشته ممکن است از طریق غلطک های اضافی و مکانیسم های دیگر ادامه یابد که ممکن است فلز را به شکل نهایی خود صاف کرده ، رول یا اکسترود کند.
معرفی شرکت
Wuxi Bolong Machinery Co.، Ltd یک شرکت تولید کننده ماشین آلات متالورژی حرفه ای یکپارچه است ، قادر به ارائه تجهیزات طراحی ، ساخت ، نصب و راه اندازی تجهیزات می باشد. کارخانه ما صالح است برای تولید انواع دستگاه ریخته گری مداوم با شعاع از 3 متر تا 13 متر مانند سطل گرد ، تخته مربع و اسلب.